Abstrato
método de fixação determina diretamente a precisão ea eficiência do processamento. Em pequenas quantidades de muitas variedades de processamento, gabarito universal é o tratamento preferido. utilização flexível do dispositivo elétrico universal, você pode fazer o impossível possível. Quando no processo de fresagem CNC de 0,5 ~ 4 milímetros peças de alumínio ou de cobre de espessura, a força não-easy-to-mestre realização de peças podem estar sob controle depois de usar ímã de neodímio método de fixação auxiliar.
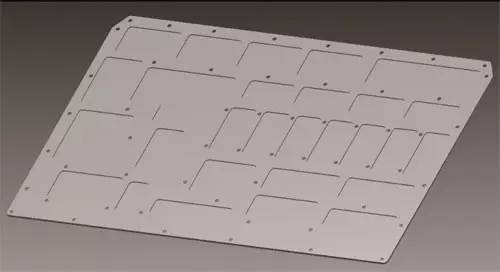
1. As características da peça de trabalho
Que muitas vezes encontramos muitos tamanhos diferentes, pequenos componentes de chapa metálica de lote na produção. Os materiais para estas peças de folha em sua maioria são de alumínio e latão. Embora a forma é simples, a folha é fina (geralmente com uma espessura de 0,5 ~ 4mm e grande (que é muito comum que a placa de cobertura tem mais que 200mm x 200 milímetros de tamanho). Com elevada exigência de precisão dimensional e tolerância geométrica, estes partes são muito difíceis de processar.
 |
Na usinagem dessas peças, geralmente, utiliza a combinação método da buzina plana pinças, paralelos e aperto para a moagem formando sobre o VMC (centro de usinagem vertical), fresadora CNC e outros dispositivos de fixação. Uma vez que as peças têm características de baixa resistência à tracção e elevada ductilidade, combinada com as partes mais finas e de grandes dimensões, de aperto irá facilmente causada deformado. Quando a força de aperto é grande, a parte do meio eleva que irá causar má tolerância de espessura e paralelismo nas peças maquinadas: finas no lado e grossas no meio. Além disso, quando a força de fixação é pequena, a força de moagem é maior do que a força de retenção, muitas vezes resultando em deslocamento e, em seguida, levando peças de sucata, que levam a grandes dificuldades durante o processamento.
Embora o método de fixação de vácuo pode garantir aperto precisão, o custo do gabarito profissional é grande eo fluido de corte de usinagem CNC é necessário que irá danificar o dispositivo de vácuo. Portanto, o método de fixação de vácuo não é muito adequado em baixo volume e ricos variedades de máquinas CNC. Com base no método de fixação original, usando um forte método de magneto de terras raras de fixação auxiliar flexível é ideal para resolver este problema e garantir a precisão de usinagem.
2. Métodos de Análise de Imã Permanente de aperto
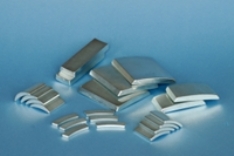
ímã de neodímio é o mais forte de ímã permanente que pode perceber requisitos de fixação de pequeno tamanho e força magnética grande. Você pode selecionar super forte ímãs NdFeB sinterizados como auxiliar parte placa de fixação, colocando-os (D15x10mm tamanho) no meio da placa fina do sistema de fixação.
|
|
Tome uma espessura de 2 milímetros placa de alumínio como um exemplo, penetrando a placa de cobertura, NdFeB ímã pode agarrar o bloco de dimensionamento. Além disso, cada pedaço de ímã pode conter 1,8 kg, que é o suficiente para superar a força de tração produzida pela fixação deformação e de corte com corte e pressione firmemente a peça de folha no bloco dimensionamento sem qualquer arco. Após o teste, um tamanho de íman φ15mm × 10 milímetros por meio diferente espessura da folha pode produzir uma forte força magnética, como se mostra na Tabela abaixo.
|
|
3. O efeito de contraste de processamento de diferentes métodos de aperto
Como por baixo da Tabela, em comparação com o método de aperto normal, o uso de íman aumentou significativamente a precisão de maquinagem.
|
|
Na tampa do amplificador, por exemplo, o requisito de concepção de tolerância de espessura é geralmente de 0,1 milímetros. A partir da Tabela 2, usando métodos de processamento comuns não pode garantir a precisão de usinagem de peças, ou simplesmente não pode ser processado; com o método auxiliar do ímã, peças de precisão satisfazer plenamente a exigência de projeto, entretanto, ele também fornece uma operação conveniente para os trabalhadores.
4. Os pontos de atenção na produção
Para um método de fixação auxiliar ímã na produção, você deve prestar atenção ao seguinte:
Conclusão
método de fixação auxiliar Íman tem alguma versatilidade, não só para o alumínio CNC moagem fina, mas também para o CNC com material de plástico, borracha, Teflon e outras partes da folha de material não magnético, enquanto que para moagem partes finas não magnéticos (por exemplo, aço inoxidável aço). Este método é simples, fácil de operar, e pode constituir uma referência para a produção de tais peças.

 China Magnets Source Material Limited
China Magnets Source Material Limited




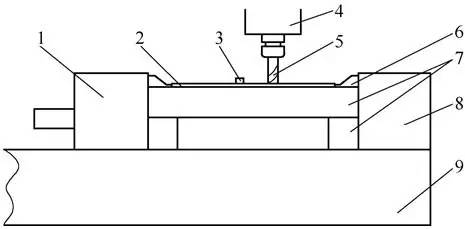 1. mandíbula móvel 2. placa peça 3. ímã forte 4. fuso 5. fresa 6. aperto de ferro bloco 7. dimensionamento 8. mandíbula fixa 9. alicates flat-nose
1. mandíbula móvel 2. placa peça 3. ímã forte 4. fuso 5. fresa 6. aperto de ferro bloco 7. dimensionamento 8. mandíbula fixa 9. alicates flat-nose força magnética gerada pela espessura diferente da folha no tamanho de φ15 × 10 milímetros
força magnética gerada pela espessura diferente da folha no tamanho de φ15 × 10 milímetros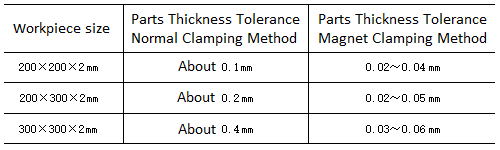 de comparação de precisão partes entre íman e método de processamento de aperto ordinária
de comparação de precisão partes entre íman e método de processamento de aperto ordinária