Абстрактные
Зажимные метод непосредственно определяет точность и эффективность обработки. В небольших количествах многих видов обработки, универсальный координатно является предпочтительным обработки. Гибкое использование универсального крепежа, вы можете сделать невозможное возможным. Когда в процессе Фрезерная 0,5 ~ 4 мм толщиной алюминиевых и медных частей, не-простой в мастер силы удержания частей может находиться под контролем после того, как с помощью неодимового магнита метод вспомогательного зажима.
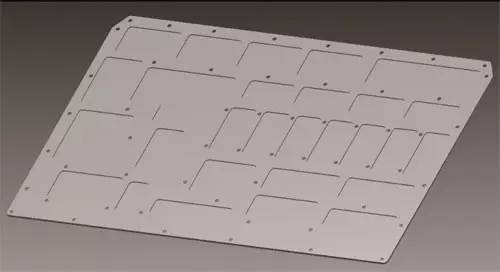
1. Характеристики обрабатываемого изделия
Мы часто сталкиваемся с много различных размеров, небольшие партии компонентов из листового металла в производстве. Материалы для этих листовых деталей в основном из алюминия и латуни. Хотя форма проста, лист тонкий (как правило, имеющих толщину 0,5 ~ 4 мм и большой (очень часто, что крышка имеет более 200 мм × 200 мм размер). С высоким требованием точности размеров и геометрической толерантности, эти части очень трудно обрабатывать.
 |
При обработке таких деталей, как правило, он использует комбинацию метода плоского щипцы, параллелей и отжать рога для фрезерования формирования на ВМК (вертикальный обрабатывающий центр), фрезерный станок с ЧПУ и других устройств зажима. Поскольку детали имеют характеристики низкой прочности на разрыв и высокой пластичностью, в сочетании с тонкими частями и большими размерами, зажимная легко вызваны деформированы. Когда усилие зажима большая, средняя часть поднятий, что приведет к плохой толщины и допуск на параллельность обработанных деталей: тонкие на стороне и толстые на середине. Кроме того, когда прижимная сила мала, фрезерная сила больше удерживающей силы, что часто приводит к смещению, а затем в результате чего лома частей, что приводит к большим трудом во время обработки.
Хотя вакуумной зажимной метод может гарантировать точность зажима, стоимость профессиональной кондуктор является большим, и с ЧПУ смазочно-охлаждающая жидкость необходимо, что может привести к повреждению вакуумного устройства. Таким образом, вакуум зажима метод не очень подходит в малом объеме и богатые сорта с ЧПУ. На основе оригинального метода зажима, используя гибкий метод сильный редкоземельный магнит вспомогательного зажима идеально подходит для решения этой проблемы и обеспечить точность обработки.
2. Методы анализа постоянного магнита зажимном
Неодимовый магнит является самым сильным постоянным магнитом, который может реализовать зажимные требования малых размеров и большой магнитной силой. Вы можете выбрать супер сильные спеченных NdFeB магниты в качестве вспомогательной зажимной пластины части, размещая их (размер D15x10mm) в середине тонкой пластины зажима системы.
|
|
Возьмем толщину 2 мм алюминиевой пластины в качестве примера, проникая накладку, Неодимовый магнит может захватить проклейки блока. Кроме того, каждая часть магнита может держать 1.8kg, которое достаточно, чтобы преодолеть тяговую силу, создаваемую зажима деформации и резак с режущими и плотно прижмите заготовку листа на блоке замасливающей без арки. После тестирования размер φ15mm × 10 мм магнита через различной толщины листа может произвести сильное магнитную силу, как показано в таблице ниже.
|
|
3. Обработка эффект контраста различных методов зажимных
Согласно таблице ниже, по сравнению с обычным методом зажима, использование магнита увеличена точность обработки значительно.
|
|
В усилителе крышки, например, требование конструкции допуском на толщину в целом 0,1 мм. Из таблицы 2, с использованием обычных методов обработки не может гарантировать точность обработки деталей, или просто не могут быть обработаны; со вспомогательным методом магнита, точность деталей полностью отвечают требованиям конструкции, тем временем, он также обеспечивает удобную работу для рабочих.
4. Очки за внимание в производстве
Для магнита вспомогательный метод фиксации в производстве, следует обратить внимание на следующее:
Вывод
Магнит вспомогательного зажима метод имеет некоторую гибкость, не только для тонкой алюминиевой Фрезерная, но и для Фрезерная с материалом из пластика, резины, тефлона и других немагнитного материала листовых деталей, в то время как для шлифования немагнитных тонких деталей (таких как нержавеющая стали). Этот метод прост, прост в эксплуатации, и может служить основой для производства таких деталей.

 China Magnets Source Material Limited
China Magnets Source Material Limited




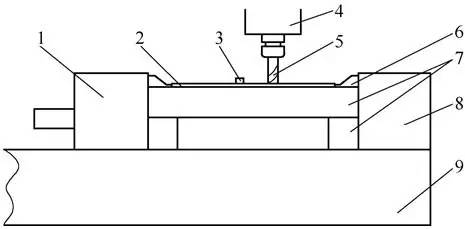 1. подвижные челюсти 2. Пластина заготовки 3. сильный магнит 4. Шпиндель 5. Фреза 6. Сожмите железа 7. проклейки блока 8. фиксированная челюсть 9. плоскогубцами
1. подвижные челюсти 2. Пластина заготовки 3. сильный магнит 4. Шпиндель 5. Фреза 6. Сожмите железа 7. проклейки блока 8. фиксированная челюсть 9. плоскогубцами магнитная сила, генерируемая разной толщины листа размером φ15 × 10 мм
магнитная сила, генерируемая разной толщины листа размером φ15 × 10 мм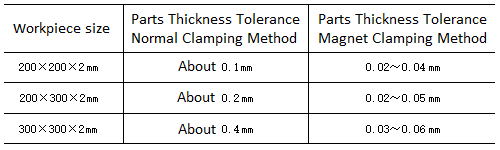 части точного сравнения между магнитом и обычным способом обработки зажима
части точного сравнения между магнитом и обычным способом обработки зажима