Abstracto
método de sujeción determina directamente la exactitud y la eficiencia de procesamiento. En pequeñas cantidades de muchas variedades de procesamiento, plantilla universal es el tratamiento preferido. Uso flexible del accesorio universal que puede hacer posible lo imposible. Cuando en el proceso de fresado CNC de 0,5 ~ 4 mm de piezas de aluminio o cobre de espesor, la fuerza no-fácil-a-maestro de la celebración de las partes puede estar bajo control después de usar imán de neodimio método de sujeción auxiliar.
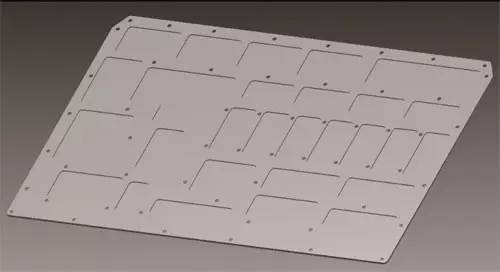
1. Las características de la pieza
A menudo nos encontramos muchos tamaños diferentes, componentes de chapa de lotes pequeños en la producción. Los materiales para estas piezas de chapa en su mayoría son de aluminio y latón. Aunque la forma es simple, la hoja es delgada (que tiene generalmente un espesor de 0,5 ~ 4 mm y grande (que es muy común que la placa de cubierta tiene más de 200 mm × 200 mm de tamaño). Con la alta exigencia de precisión dimensional y tolerancia geométrica, estos partes son muy difíciles de procesar.
 |
En el mecanizado de piezas de este tipo, por lo general, se utiliza la combinación del método de pinzas, paralelos y apretón plana cuerno para el fresado de formación en el VMC (centro de mecanizado vertical), fresadora CNC y otros dispositivos de sujeción. Puesto que las partes tienen características de baja resistencia a la tracción y alta ductilidad, combinada con piezas delgadas y grandes dimensiones, de sujeción será fácilmente causada deformada. Cuando la fuerza de sujeción es grande, la parte media eleva que causará mal espesor y tolerancia de paralelismo en las piezas mecanizadas: delgadas en el lado y gruesos en el centro. Además, cuando la fuerza de sujeción es pequeño, la fuerza de molienda es mayor que la fuerza de sujeción, a menudo resulta en el desplazamiento y luego llevar piezas de chatarra, que conducen a grandes dificultades durante el procesamiento.
Aunque el método de sujeción de vacío puede garantizar la precisión de sujeción, el costo de la plantilla profesional es grande y se necesita fluido de corte mecanizado CNC que dañará el dispositivo de vacío. Por lo tanto, el método de sujeción de vacío no es muy adecuado en bajo volumen y variedades ricas mecanizado CNC. Basado en el método de sujeción original, utilizando un método de fuerte imán de tierras raras de sujeción auxiliar flexible es ideal para resolver este problema y asegurar la precisión de mecanizado.
2. Métodos de Análisis de sujeción de imán permanente
El imán de neodimio es el imán permanente más potente que puede darse cuenta de los requisitos de sujeción de pequeño tamaño y gran fuerza magnética. Puede seleccionar extra fuertes imanes de NdFeB sinterizado como auxiliar de parte placa de sujeción, colocándolos (D15x10mm tamaño) en el medio de placa delgada del sistema de sujeción.
|
|
Tome un espesor de chapa de aluminio de 2 mm como ejemplo, que penetra en la placa de cubierta, de NdFeB imán puede sujetar el bloque de dimensionamiento. Por otra parte, cada pieza del imán puede contener 1,8 kg que es suficiente para superar la fuerza de tracción producida por la deformación y la cuchilla de corte con sujeción y presione firmemente la pieza de trabajo en el bloque de hoja de tamaño sin ningún arco. Después de las pruebas, un tamaño de imán φ15mm × 10 mm a través de diferente espesor de la lámina se puede producir una fuerte fuerza magnética como se muestra en la Tabla a continuación.
|
|
3. El efecto de procesamiento de contraste de los diferentes métodos de sujeción
Como por debajo de la tabla, en comparación con el método de sujeción normal, el uso de imán aumenta la precisión de mecanizado de manera significativa.
|
|
En la cubierta del amplificador, por ejemplo, el requisito de diseño de tolerancia de espesor generalmente es de 0,1 mm. A partir de la Tabla 2, utilizando métodos comunes de procesamiento no puede garantizar la precisión de mecanizado de piezas, o simplemente no pueden ser procesados; con el método auxiliar del imán, piezas de precisión cumple plenamente el requisito de diseño, mientras tanto, también proporciona una operación conveniente para los trabajadores.
4. Los puntos de atención en la producción
Para un método de fijación auxiliar imán en la producción, se debe prestar atención a lo siguiente:
Conclusión
método de sujeción auxiliar imán tiene cierta versatilidad, no sólo para delgada de aluminio fresado CNC, pero también para el fresado CNC con el material de plástico, caucho, Teflon y otras partes de lámina de material no magnético, mientras que para la molienda de partes delgadas no magnéticas (tal como acero acero). Este método es simple, fácil de operar, y puede proporcionar una referencia para la producción de dichas piezas.

 China Magnets Source Material Limited
China Magnets Source Material Limited




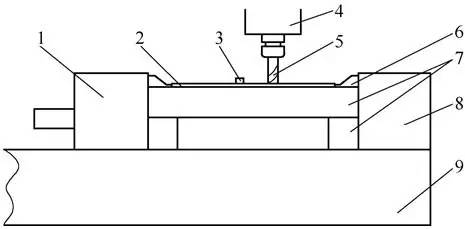 1. mordaza móvil 2. Placa pieza de trabajo 3. imán fuerte 4. 5. husillo de fresado de corte 6. hierro apretón bloque 7. 8. dimensionamiento mordaza fija 9. pinzas de punta plana
1. mordaza móvil 2. Placa pieza de trabajo 3. imán fuerte 4. 5. husillo de fresado de corte 6. hierro apretón bloque 7. 8. dimensionamiento mordaza fija 9. pinzas de punta plana fuerza magnética generada por el diferente grosor de la lámina en el tamaño de φ15 × 10 mm
fuerza magnética generada por el diferente grosor de la lámina en el tamaño de φ15 × 10 mm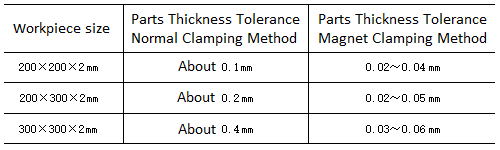 partes comparación de precisión entre el imán y el método de procesamiento de sujeción ordinario
partes comparación de precisión entre el imán y el método de procesamiento de sujeción ordinario