Özet
Sıkıştırma yöntemi doğrudan doğruluk ve işleme verimliliğini belirler. işleme birçok çeşidi küçük miktarlarda, evrensel jig tercih işliyor. Evrensel fikstür Esnek kullanımı imkansız mümkün hale getirebilir. Ne zaman 0.5 ~ 4mm kalınlığında alüminyum veya bakır parçaların CNC freze sürecinde, parça değil-kolay-usta tutma kuvveti Neodimyum mıknatıs yardımcı sıkma yöntemini kullanarak kontrol altına alındıktan sonra olabilir.
1. İşlenecek Özellikleri
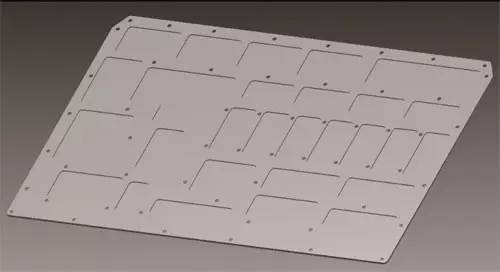
Biz genellikle birçok farklı boyutta, üretim küçük parti sac parçaları karşılaşıyoruz. Bu tabaka parçaları malzemeler çoğunlukla alüminyum ve pirinç vardır. şekil basit olmasına rağmen, levha (genellikle 0.5 bir kalınlığa sahip olan ince ~ 4mm ve boyutsal doğruluk ve geometrik tolerans, bu yüksek şartı ile. (kapak plakası fazla 200mm × 200mm boyutuna sahip olması çok yaygındır) büyük parça işlem için çok zordur.
 |
Bu tür parçaları işlerken, genel olarak, freze VMC (dikey işleme merkezi), CNC freze makinesi ve diğer cihazlar üzerinde oluşturulması için düz maşa, paralellikler ve sıkmak boynuz yöntemi sıkma kombinasyonunu kullanır. parça, ince parçaların büyük boyutları ile birlikte düşük gerilme mukavemeti ve yüksek süneklik, özelliklerine sahip olduğundan, sıkıştırma kolay deforme neden olur. ortasında yan ince ve kalın: sıkma kuvveti büyük olduğunda, orta kısım bu işlenmiş parçalar üzerinde kötü kalınlık ve paralellik toleransı neden olacaktır uplifts. sıkıştırma kuvveti küçük olduğunda ek olarak, öğütme gücü gereksinimi çoğu kez yer değiştirme ile sonuçlanan ve işleme sırasında büyük zorluğa neden hurda parçaları getirerek tutma kuvvetinden daha büyüktür.
vakum germe yöntemi doğruluğunu sıkıştırma garanti de profesyonel jig maliyeti büyük ve CNC işleme kesme sıvısı vakum cihazı zarar verir ihtiyaç vardır. Bu nedenle, vakum germe yöntemi, düşük hacimli ve zengin çeşitleri CNC işleme çok uygun değildir. esnek, güçlü nadir toprak mıknatıs yardımcı sıkma yöntemini kullanarak orijinal sıkıştırma yöntemine dayanarak bu sorunu gidermek ve işleme doğruluğunu sağlamak için idealdir.
2. Daimi Mıknatıs Bağlama Ekipmanları Yöntem Analizi
Neodimyum mıknatıs küçük boyutu ve büyük manyetik kuvvet sıkma gereksinimlerini gerçekleştirebilir güçlü kalıcı mıknatıs olduğunu. İnce plaka ortasında onları (boyut D15x10mm) yerleştirerek yardımcı sıkıştırma plakası parçası olarak süper güçlü sinterlenmiş NdFeB mıknatıslar, seçebilir sistemi sıkıştırma.
|
|
Kapak plakasını, NdFeB mıknatıs yapabilirsiniz kavrama boyutlandırma blok delici, örnek olarak 2mm alüminyum plaka kalınlığı atın. Dahası, mıknatısın her parça kesme ile deformasyon ve kesici sıkma tarafından üretilen çekme kuvvetini aşmak için yeterli 1.8kg tutabilir ve sıkıca herhangi kemer olmadan boyutlandırma blokta sac parçasını basın. Aşağıda Tablo l'de gösterildiği gibi, test ettikten sonra, tabakanın farklı kalınlığı boyunca φ15mm x 10 mm mıknatısın bir boyutu güçlü bir manyetik kuvvet üretebilir.
|
|
3. Farklı sıkıştırma yöntemleri işleme etkisi kontrast
Tablo aşağıda başına normal sıkıştırma yöntemi ile karşılaştırıldığında, mıknatıs kullanımı önemli ölçüde işleme hassasiyeti artmıştır.
|
|
Yükseltici kapak, örneğin, kalınlık toleransı tasarım şartı genellikle 0.1mm. Tablo 2'de, parça işleme hassasiyetini garanti edemez ortak işleme yöntemleri kullanarak, ya da sadece işlenemez; mıknatısın yardımcı yöntemi ile, parçalar hassas tamamen tasarım gereksinimi, bu arada, aynı zamanda işçiler için uygun bir kullanım sağlar buluşuyor.
4. Üretimde dikkat Puan
üretimde bir mıknatıs yardımcı sabitleme yöntemi için, aşağıdakilere dikkat etmelidir:
Sonuç
Mıknatıs ek sıkıştırma yöntemi olup, ince alüminyum CNC öğütme için, aynı zamanda plastik, lastik, Teflon ve diğer manyetik olmayan materyal tabakasının parçaları malzeme CNC freze sadece bir çok yönlülük sahip manyetik olmayan ince parçaların öğütülmesi için (örneğin, paslanmaz olarak ise çelik). Bu yöntem, basit, kullanımı kolay olan ve bu tür parçaların üretimi için bir referans sağlamaktadır.

 China Magnets Source Material Limited
China Magnets Source Material Limited




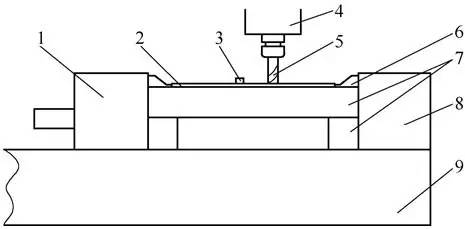 1. hareketli çene 2. plakalı iş parçası 3. güçlü mıknatıs 4. mili 5. freze 6. sıkmak demir 7. boyutlandırma blok 8. sabit çene 9. düz burun pense
1. hareketli çene 2. plakalı iş parçası 3. güçlü mıknatıs 4. mili 5. freze 6. sıkmak demir 7. boyutlandırma blok 8. sabit çene 9. düz burun pense φ15 x 10 mm boyutunda tabakanın farklı kalınlıklarda tarafından üretilen manyetik kuvvet
φ15 x 10 mm boyutunda tabakanın farklı kalınlıklarda tarafından üretilen manyetik kuvvet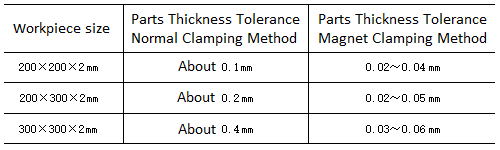 mıknatıs ve sıradan işleme sıkma yöntemi arasındaki parça hassas karşılaştırma
mıknatıs ve sıradan işleme sıkma yöntemi arasındaki parça hassas karşılaştırma