Contact Us |
Site Map |
Abstract
Clamping method directly determines the accuracy and efficiency of processing. In small quantities of many varieties of processing, universal jig is the preferred processing. Flexible use of universal fixture, you can make the impossible possible. When in the process of CNC milling of 0.5 ~ 4mm thickness aluminum or copper parts, the not-easy-to-master holding force of parts can be under control after using neodymium magnet auxiliary clamping method.
1. The Characteristics of Workpiece
We often encounter many different sizes, small batch sheet metal components in the production. The materials for these sheet parts mostly are aluminum and brass. Although the shape is simple, the sheet is thin (generally having a thickness of 0.5 ~ 4mm and large (it is very common that the cover plate has more than 200mm × 200mm size). With high requirement of dimensional accuracy and geometric tolerance, these parts are very difficult to process.
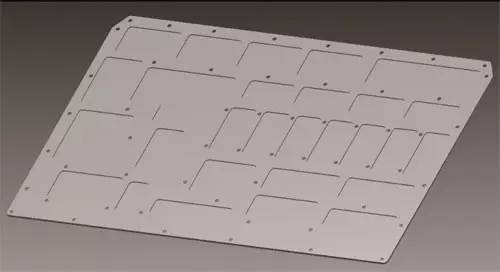 |
When machining such parts, generally, it uses the combination clamping method of the flat tongs, parallels and squeeze horn for milling forming on the VMC (vertical machining centre), CNC milling machine and other devices. Since the parts have characteristics of low tensile strength and high ductility, combined with thin parts and large dimensions, clamping will easily caused deformed. When the clamping force is large, the middle part uplifts that will cause bad thickness and parallelism tolerance on the machined parts: thin on the side and thick on the middle. In addition, when the clamping force is small, the milling force is greater than the holding force, often resulting in displacement and then bringing scrap parts, which lead to great difficulty during processing.
Although the vacuum clamping method can guarantee clamping accuracy, the cost of professional jig is large and the CNC machining cutting fluid is needed that will damage the vacuum device. Therefore, the vacuum clamping method is not very suitable in low volume and rich varieties CNC machining. Based on the original clamping method, using a flexible strong rare earth magnet auxiliary clamping method is ideal to resolve this problem, and ensure the machining accuracy.
2. Methods Analysis of Permanent Magnet Clamping
Neodymium magnet is the strongest permanent magnet that can realize clamping requirements of small size and big magnetic force. You can select super strong sintered ndfeb magnets as auxiliary clamping plate part, placing them (size D15x10mm) in the middle of thin plate (see Figure 2) of clamping system.
|
|
Take a thickness of 2mm aluminum plate as an example, penetrating the cover plate, NdFeB magnet can grip the sizing block. Moreover, each piece of magnet can hold 1.8kg that is enough to overcome the pulling force produced by clamping deformation and cutter with cutting and firmly press the sheet workpiece on the sizing block without any arch. After testing, a size of φ15mm × 10mm magnet through different thickness of the sheet can produce strong magnetic force as shown in below Table.
|
|
3. The processing effect contrast of different clamping methods
As per below Table, compared with normal clamping method, the use of magnet increased the machining accuracy significantly.
|
|
In the amplifier cover, for example, the design requirement of thickness tolerance generally is 0.1mm. From Table 2, using common processing methods cannot guarantee the machining precision of parts, or simply cannot be processed; with the auxiliary method of magnet, parts precision fully meet the design requirement, meantime, it also provides a convenient operation for the workers.
4. Points for attention in the production
For a magnet auxiliary fixing method in production, you should pay attention to the following:
Conclusion
Magnet auxiliary clamping method has some versatility, not only for thin aluminum CNC milling, but also for CNC milling with material of plastic, rubber, Teflon and other non-magnetic material sheet parts, while for grinding non-magnetic thin parts (such as stainless steel). This method is simple, easy to operate, and can provide a reference for the production of such parts.

 China Magnets Source Material Limited
China Magnets Source Material Limited




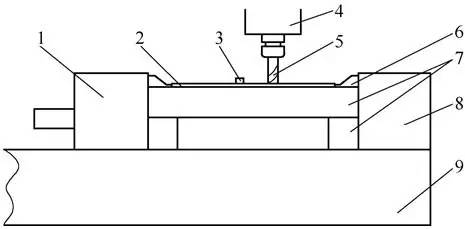 1. movable jaw 2. plate workpiece 3. strong magnet 4. spindle 5. milling cutter 6. squeeze iron 7. sizing block 8. fixed jaw 9. flat-nose pliers
1. movable jaw 2. plate workpiece 3. strong magnet 4. spindle 5. milling cutter 6. squeeze iron 7. sizing block 8. fixed jaw 9. flat-nose pliers  magnetic force generated by the different thickness of the sheet in the size of φ15×10mm
magnetic force generated by the different thickness of the sheet in the size of φ15×10mm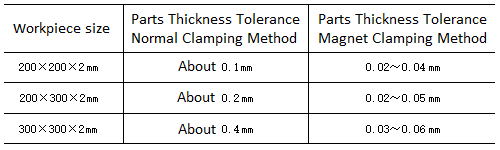 parts precision comparison between magnet and ordinary processing clamping method
parts precision comparison between magnet and ordinary processing clamping method